
Im Betrieb ist der Kontaktwiderstand proportional zur Verlustleistung im System, P=I²·R. Der Widerstand ist proportional zur Verlustleistung und muss über die gesamte Lebensdauer berücksichtigt werden.
Bei batterieelektrischen Fahrzeugen ist die Energie/Kapazität der Batterien begrenzt (Reichweite). Außerdem sind die Leistungsverluste aufgrund des höheren Wirkungsgrades der elektrischen Antriebe größer und erfordern im ungünstigsten Fall sogar zusätzliche Energie für die Kühlung. Ein geringer Übergangswiderstand ist daher wichtig.
Die Elektromobilität stellt durch die Vielzahl von Hochstromkontakten neue Anforderungen an die Montage (z.B. werkzeuglose Steckverbindungen), an stoffschlüssige Verbindungen wie das Schweißen, aber auch an die bewährten Schraubverbindungen. Dabei kommt den Reibwerten im Montageprozess eine besondere Bedeutung zu. Im Folgenden wird die Ermittlung der Reibwerte im Standardmontageprozess beschrieben. Dadurch werden beim Anziehen einer Schraubverbindung Anomalien erkannt, das Potenzial der Schraube genutzt und der Kontaktwiderstand minimiert.
Ihre Vorteile
- Die Reibwerte werden im Standard-Montageprozess ermittelt.
- Ermittelte Reibwerte dienen der Qualitäts- und Prozesskontrolle,
- ebensogut kann aber auch das Anzugsmoment an den ermittelten und berechneten Reibwert angepasst werden.
- Die eingesetzten Werkstoffe werden effizienter genutzt.
- Geringere Kontaktwiderstände reduzieren die Temperaturbelastung und erhöhen damit Zuverlässigkeit, Lebensdauer und Energieeffizienz..
Geringerer Kontaktwiderstand durch im Standard-Montageprozess ermittelte Reibwerte und angepasstes Anzugsmoment
Reibungskontrolle bei elektrischen Schraubverbindungen
Schraubverbindungen sind lösbar und haben einen geringeren Übergangswiderstand als Steckverbindungen. Als Nachteile werden jedoch häufig die Montage und das Anziehen genannt. Der Reibungskoeffizient hat einen wesentlichen Einfluss auf die Montagekraft/Klemmkraft in der Verbindung, die wiederum einen wesentlichen Einfluss auf den Kontaktwiderstand der Verbindung hat. Zu geringe Klemmkräfte führen zu einer Erhöhung des Kontaktwiderstands.
Zusätzlich neigen sehr gut leitende Materialien zum Kriechen.
Kriechen/Relaxation reduziert die Klemmkraft. Diese hochleitfähigen Werkstoffe haben eine begrenzte zulässige Flächenpressung, die das Drehmoment begrenzen kann. In einigen Fällen wird das Anzugsdrehmoment auch von den Herstellern der Hardware oder der Batteriezellen begrenzt.
Schließlich beeinflussen die erreichte Klemmkraft und die Reibung zwischen den Kontaktpartnern auch die Querkraft das Gleiten und damit das Reibverhalten (Fretting) im Kontaktbereich. Eine allgemeine Regel besagt, dass Gleiten oder Mikrobewegungen in einem elektrischen Kontakt zu vermeiden sind.
Die Reibungskoeffizienten streuen jedoch. Dies gilt insbesondere dann, wenn die Schrauben im Anlieferungszustand von verschiedenen Lieferanten geliefert werden, was in der Serienfertigung aus Gründen der Unabhängigkeit in der Regel erforderlich ist. Beim drehmomentgesteuerten Anziehen führt die Reibung zu einer großen Streuung der Klemmkraft.
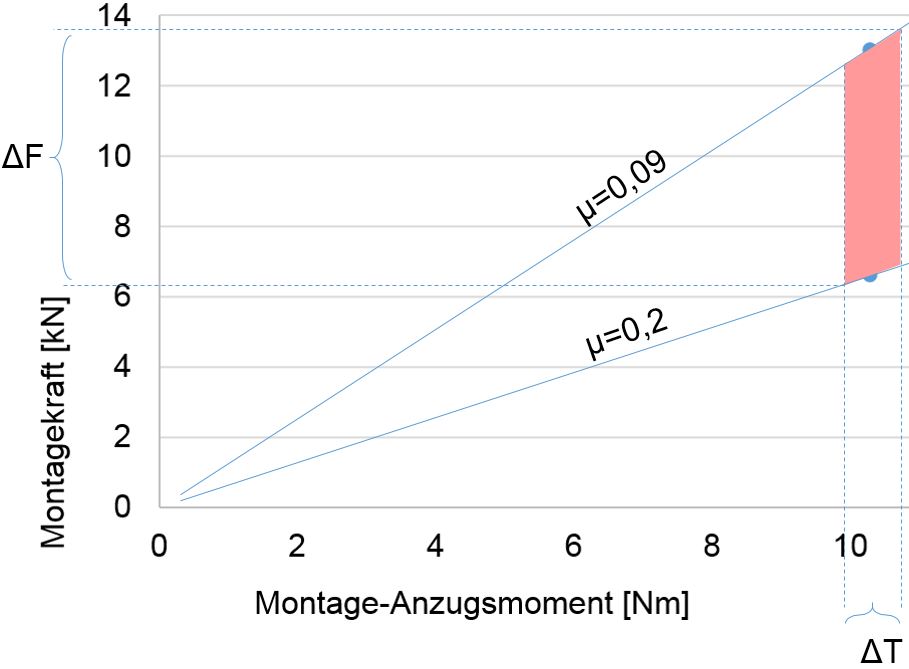
Vorspannkraft in Abhängigkeit vom Drehmoment bei 5 % Streuung des drehmomentgesteuerten Anziehverfahrens und Reibwerten von μ=0,09 bis 0,2. Die Reibwerte haben einen erheblichen Einfluss auf die Montagekraft in der Verbindung, die wiederum einen wesentlichen Einfluss auf den Kontaktwiderstand der Verbindung hat. Insbesondere führt die Streuung des Reibungskoeffizienten zu einer Streuung der Klemmkraft in der Verbindung. Bei der Dimensionierung muss die maximale Montagekraft berücksichtigt werden. Dies führt zu einer Überdimensionierung, die Kosten und Gewicht verursacht. Für die Funktion ist jedoch eine Klemmkraft für eine zuverlässige Verbindung erforderlich. Zu geringe Klemmkräfte führen zu erhöhtem Widerstand und damit zu Energieverlusten.

Werden das Anzugsmoment und das Lösemoment gemessen, erhalten wir die zwei dargestellten Gleichungen. Die unbekannte Montagekraft wird eliminiert. Damit kann ein Reibungskoeffizient µ berechnet werden.
Schraubenmontagediagramm
Um die Streuung des Reibungskoeffizienten zu verringern
werden Gleitbeschichtungen eingesetzt. Diese werden auf die Verbindungselemente aufgebracht, um ein definiertes Reibwertfenster, zum Beispiel von μ=0,09 bis 0,14 einzustellen. Dies reduziert die Streuung der erreichten Kontaktkraft und damit auch die Streuung der Kontaktwiderstände/der elektrischen Werte der Verbindung.
Für die Ermittlung des drehmomentgesteuerten Anziehdrehmoments muss der Reibwert in der Schraubverbindung ermittelt werden. Dadurch kann die Festigkeit der Schraube optimal ausgenutzt werden. Die Ermittlung der Reibwerte nach DIN EN ISO 16047 erfordert die Messung der Klemmkraft in der Verbindung. Mit dem dafür erforderlichen Kraftsensor verändert sich aber auch die Verschraubung. In der Regel wird eine längere Schraube benötigt. Daher können diese Reibwertmessungen weder in der Serienfertigung noch mit den serienmäßig verwendeten Schrauben durchgeführt werden. Um diese Veränderung zu minimieren, wurde in unserem Labor ein sehr flacher Dehnungsmessstreifensensor für die Verifizierung und Schraubfall-Analyse von Verbindungen hergestellt.
Bekannt sind auch gradientenbasierte Modelle. Die Setzbeträge von Verbindungen und auch die Torsionssteifigkeit der Anziehwerkzeuge stellen jedoch eine Herausforderung dar.
Um dem Ziel der Reibwertmessung auch in der Serienfertigung gerecht zu werden, wurde schließlich die Ermittlung der Reibwerte aus den gemessenen Drehmomenten entwickelt. Der große Vorteil ist nun, dass dies auch in der Serienfertigung erfolgen kann. Ein relativer Vergleich der Reibwerte bei Montageprozessen ist möglich. Abweichungen im Montageprozess werden quantifiziert.
Serienbegleitende Ermittlung der Reibwerte während des drehmomentgesteuerten Anziehens
So wird schließlich das Verhältnis von Anzugs- und Lösemoment ermittelt und daraus der Reibungskoeffizient berechnet. Diese Vorgehensweise liefert sehr zufriedenstellende Ergebnisse für die Reibwerte. So können schließlich Abweichungen der Reibwerte während der Serienproduktion aus den gemessenen Drehmomenten berechnet und identifiziert werden. Dies reduziert den Aufwand für die traditionelle Schraubfall-Analyse. Alle Einflüsse auf die Reibung werden zu 100% und bei Verwendung von Serienteilen ohne zusätzlichen Aufwand berücksichtigt.
Wenn das Anzugsmoment MT und das Lösemoment ML gemessen werden, erhält man zwei Gleichungen. Daher kann die unbekannte Spannkraft eliminiert werden. Damit kann der Reibungskoeffizient berechnet werden.
Aus tribologischer Sicht ist die Reibungsüberwachung von Schraubverbindungen im Versuch und in der Serienfertigung sehr hilfreich. Vorhandene Prozessdaten werden zur Berechnung und Kontrolle der Reibwerte genutzt. Durch die Überwachung des Reibungskoeffizienten während des Montageprozesses in Verbindungen können Anomalien, wie z.B. eine Schraube mit abweichendem Reibungskoeffizienten oder eine Schraube mit fehlender Gleitbeschichtung und somit höherer Reibung, leicht erkannt werden.
Darüber hinaus kann mit dem im ersten Schritt gemessenen Reibungskoeffizienten das Anzugsdrehmoment an den gemessenen Reibwert angepasst werden und ein vom Reibungskoeffizienten unabhängiges Anziehen ist möglich. Der Einfluss und die Verteilung der Reibung auf die Spannkraft kann einfach eliminiert werden.
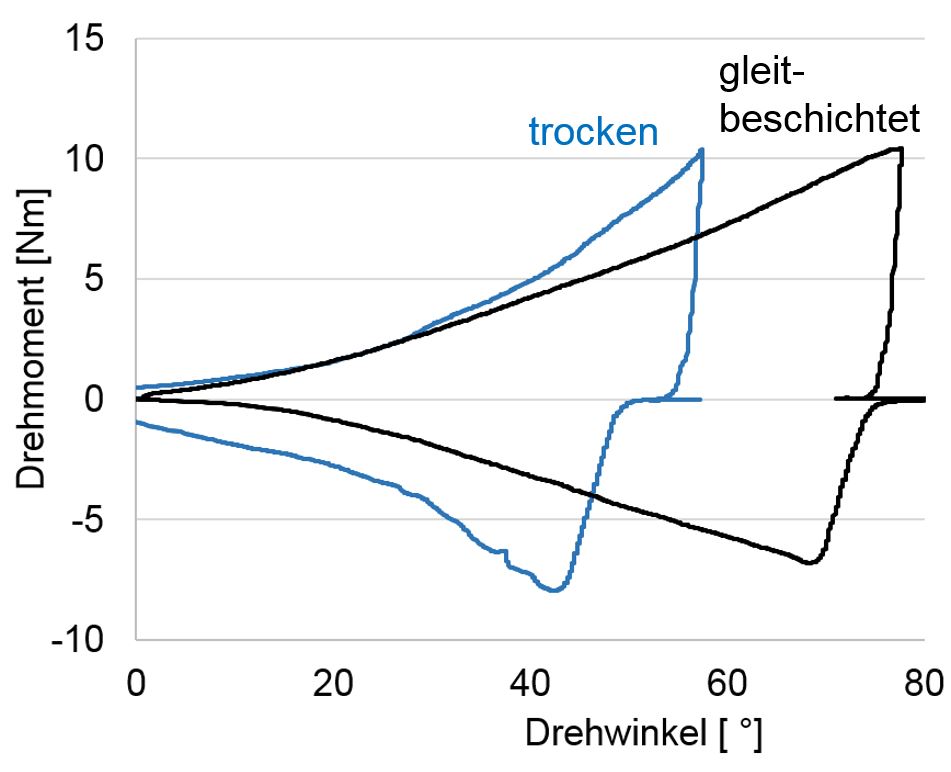
Drehmoment in Abhängigkeit vom Verdrehwinkel für eine Schraubenverbindung mit Gleitbeschichtung (schwarze Linie) und trocken/ohne Gleitbeschichtung (blaue Linie). Die im Montageprozess gemessenen und berechneten Reibungskoeffizienten betragen 0,09 und 0,2. Die so erreichte Verspannkraft variiert dementsprechend von 13 kN bis 6,6 kN. Durch den so berechneten Reibwert kann das Anzugsmoment angepasst werden und so der Einfluss der Streuung durch die Reibwerte vermieden werden. Die Festigkeit der Schraube wird genutzt, der Kontaktwiderstand minimiert.
Wie können wir Sie unterstützen? Gerne erhalten Sie weitere Information im persönlichen Gespräch
Zur Kontakt-Seite